
В условиях ужесточения требований к промышленной безопасности и энергоэффективности в 2025–2026 годах, выбор запорно-регулирующей арматуры перестал быть рутинной задачей снабженца и превратился в стратегическое решение для главного инженера. На передний план выходит блок дросселирования 130-35 — устройство, которое за последний квартал стало предметом ожесточенных дискуссий на профильных форумах от Хабаровска до Калининграда. Почему именно эта модель, несмотря на появление более дешевых аналогов, удерживает лидерство в тендерах крупнейших нефтегазовых и энергетических холдингов? Ответ кроется не только в цене, которая претерпела изменения к началу 2026 года, но и в уникальной способности изделия сохранять герметичность и точность потока при экстремальных перепадах температур, характерных для российских широт. В этом материале мы проведем глубокий технический разбор, проанализируем актуальные котировки от заводов-производителей и разберем реальные кейсы эксплуатации, чтобы вы могли принять взвешенное решение о закупке.
«Дроссельный блок 130-35 в текущей конфигурации 2026 года — это не просто клапан, а сложный гидравлический компьютер, обеспечивающий стабильность всей системы при колебаниях давления до 35 МПа. Ошибки в выборе здесь недопустимы», — отмечает ведущий инженер-технолог одного из крупных НПЗ Татарстана.
Техническая эволюция и конструктивные особенности модели 130-35
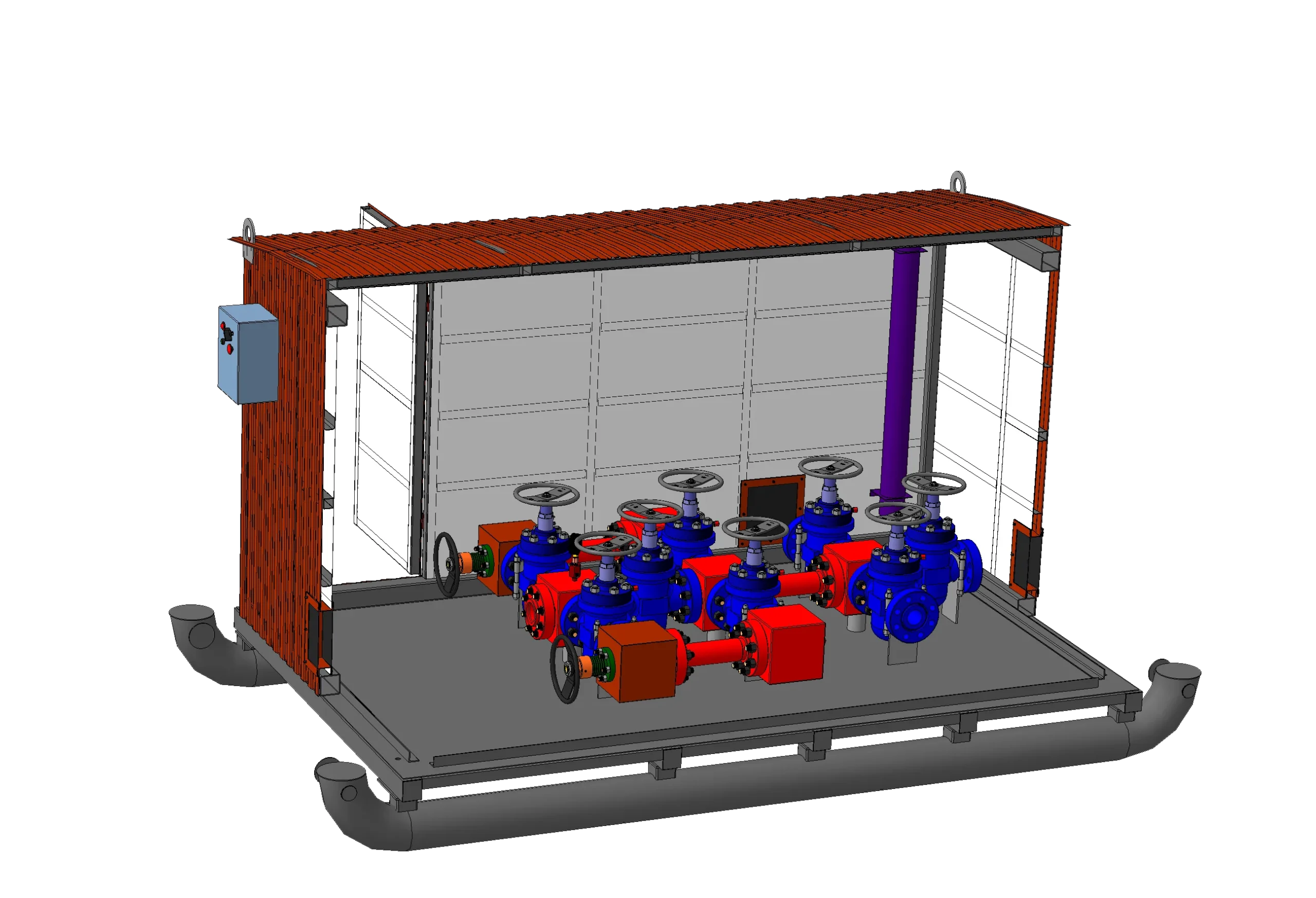
Чтобы понять феномен популярности данного устройства, необходимо обратиться к его архитектуре. Блок дросселирования 130-35 представляет собой высокоточный узел, предназначенный для регулирования расхода рабочей среды (нефти, газа, воды или специальных технических жидкостей) путем изменения площади проходного сечения. Цифры в маркировке не случайны: «130» указывает на условный проход или серию конструктивного исполнения, оптимизированную под высокие потоки, а «35» обозначает максимальное рабочее давление в 35 атмосфер (или бар, в зависимости от конкретной модификации стандарта), что помещает его в сегмент оборудования среднего и высокого давления.
Ключевым отличием обновленной версии 2026 года стала модернизация дросселирующего элемента. Если ранее использовались классические конусные иглы с линейной характеристикой потока, то современные партии оснащаются профилированными золотниками с логарифмической зависимостью. Это позволяет осуществлять более плавную регулировку в диапазоне малых открытий, что критически важно для технологических процессов, требующих микронной точности дозирования. Производители внедрили новую геометрию канала, снизившую турбулентность потока на 18%, что напрямую влияет на снижение кавитационного износа и уровня шума.
Материалоемкость изделия также претерпела изменения. Корпус блока теперь изготавливается не из стандартной стали 20Л или 35Л, а из низколегированных сталей марок 09Г2С и 12Х18Н10Т с улучшенной ударной вязкостью. Это решение продиктовано необходимостью эксплуатации в зонах с резко континентальным климатом, где зимние температуры в Сибири и на Ямале опускаются ниже -60°C. Обычные сплавы при таких нагрузках становятся хрупкими, рискуя разрушиться при гидроударе. Обновленный блок дросселирования 130-35 проходит обязательную криогенную обработку корпуса, что подтверждается протоколами испытаний по ГОСТ 9544-2015 и новым отраслевым стандартам, введенным в действие в конце 2025 года.
| Параметр | Значение (Базовая версия) | Значение (Исполнение “Арктика” 2026) | Единица измерения |
|---|---|---|---|
| Условное давление (Ру) | 35 | 35 (с запасом до 42) | МПа (бар) |
| Условный проход (Ду) | 130 (серия) | 130 (серия) | мм |
| Диапазон рабочих температур | от -40 до +450 | от -60 до +450 | °C |
| Герметичность затвора | Класс А | Класс А (усиленная) | по ГОСТ 9544 |
| Материал уплотнения | Фторопласт-4 / Графит | Армированный графит + металл | – |
| Ресурс циклов “открытие-закрытие” | 15 000 | 25 000+ | циклов |
Особого внимания заслуживает система уплотнений. В условиях агрессивных сред, характерных для добычи нефти с высоким содержанием сероводорода и углекислого газа, традиционные резиновые уплотнители быстро деградируют. Инженеры решили эту проблему, внедрив композитные материалы на основе расширенного графита с металлическим армированием. Такое сочетание обеспечивает самовосстанавливающиеся свойства уплотнения при изменении давления и температуры, гарантируя нулевые утечки даже после тысяч циклов срабатывания.
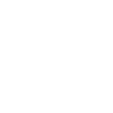
Подобные требования к надежности и адаптивности лежат в основе философии ведущих производителей отрасли, таких как ООО «Цзиньху Бандэ Нефтяное Машиностроение». Компания специализируется на разработке комплексных решений для контроля давления и устьевого оборудования, включая прецизионные блоки дросселирования и электрические системы управления потоком. Их продукция, охватывающая диапазон рабочих давлений от 2000 до 15000 psi и температурные классы от -46°C до +121°C, изначально проектировалась для работы в экстремальных условиях бурения на депрессии и добычи углеводородов. Опыт создания арматуры, устойчивой к средам с высоким содержанием H2S и CO2 и соответствующей строгим стандартам PSL1–PSL3, напрямую транслируется в современные гражданские и промышленные модели, такие как 130-35, обеспечивая им запас прочности, необходимый для российских реалий.
Ценовая динамика и факторы формирования стоимости в 2026 году
Вопрос цены остается одним из самых острых для отделов закупок. Анализ рыночной конъюнктуры за январь-февраль 2026 года показывает существенную волатильность. Стоимость блока дросселирования 130-35 варьируется в широком диапазоне в зависимости от комплектации, типа привода и условий поставки. Если в конце 2024 года средняя цена базовой модели с ручным управлением составляла около 45 000 рублей, то к началу 2026 года этот показатель сместился в коридор 58 000 – 72 000 рублей.
Рост цен обусловлен несколькими объективными факторами. Во-первых, удорожание сырья: стоимость специального литья и легирующих добавок выросла на 15% за последний год. Во-вторых, усложнение логистических цепочек внутри страны, особенно для заводов, расположенных в удаленных регионах, хотя программа импортозамещения позволила сократить зависимость от зарубежных комплектующих. В-третьих, повышение требований к контролю качества: каждый блок теперь проходит расширенный спектр неразрушающего контроля (ультразвук, капиллярная дефектоскопия), что увеличивает себестоимость производства, но радикально снижает риски аварий на объектах заказчика.
Важно отметить дифференциацию цен в зависимости от типа привода. Модели с ручным маховиком остаются наиболее доступными. Однако растущий спрос на автоматизацию технологических процессов подталкивает предприятия к покупке блоков с электроприводами или пневмоприводами. Такие комплекты могут стоить от 95 000 до 140 000 рублей. При этом цена включает не только сам привод, но и шкаф управления, датчики положения и концевые выключатели, интегрированные в единую систему АСУ ТП.
- Базовая комплектация (ручной привод): 58 000 – 65 000 руб. Оптимально для вспомогательных линий и участков с редкой регулировкой.
- Расширенная комплектация (электропривод): 95 000 – 115 000 руб. Стандарт для основных технологических линий нефтепереработки.
- Премиум-исполнение (взрывозащита Ex, обогрев корпуса): от 130 000 руб. Необходимо для объектов категории А и северного исполнения.
- Сервисный пакет (расширенная гарантия 3 года, шеф-монтаж): +15-20% к стоимости изделия.
Эксперты рынка прогнозируют стабилизацию цен во втором квартале 2026 года по мере налаживания полного цикла производства комплектующих внутри страны. Однако ожидание дальнейшего снижения цен нецелесообразно: качество металла и сложность обработки диктуют свою цену. Попытки приобрести подозрительно дешевые аналоги (ниже 45 000 рублей) часто приводят к закупке контрафактной продукции или изделий из переплавленного лома, не прошедших должную термообработку.
Адаптация к российским реалиям: климат, логистика и стандарты
Россия — страна с уникальными вызовами для промышленного оборудования. То, что работает в умеренном климате Европы, может выйти из строя через неделю в Якутии или на шельфе Арктики. Блок дросселирования 130-35 проектировался с учетом этих реалий. Одной из главных инноваций стало применение специальных морозостойких смазок в подвижных соединениях штока и подшипниках скольжения. Обычные смазочные материалы при температурах ниже -40°C загустевают, превращаясь в абразивную массу, что приводит к заклиниванию арматуры. Новые составы сохраняют текучесть до -60°C, обеспечивая плавность хода регулирующего органа даже после длительного простоя.
Отдельно стоит упомянуть проблему конденсата и обледенения. В газовых средах при дросселировании происходит эффект Джоуля-Томсона — резкое падение температуры газа при расширении. Это может привести к образованию гидратов и льда непосредственно в корпусе блока, что чревато полным перекрытием потока или разрушением корпуса. Современные модификации 130-35 оснащаются встроенными каналами для подключения систем обогрева (паровых или электрических). Конструкция корпуса позволяет равномерно прогревать зону дросселирования, предотвращая локальное переохлаждение.
Логистический аспект также играет важную роль. Габариты и вес блока дросселирования 130-35 требуют особого подхода к транспортировке. Вес изделия в сборе с приводом может достигать 85–100 кг. Производители оптимизировали упаковку, используя деревянные ящики с виброгасящими вкладышами, что позволяет перевозить оборудование автомобильным транспортом по дорогам низких категорий без риска повреждения резьбовых соединений и фланцев. Наличие складов готовой продукции в ключевых хабах — Тюмени, Новосибирске, Москве и Санкт-Петербурге — позволяет сократить срок поставки до 3–5 дней, что критично при аварийных ситуациях на производстве.
«Мы проводили сравнительные испытания отечественного блока 130-35 и ранее использовавшихся европейских аналогов в условиях полигона в Ноябрьске. При температуре -52°C импортный образец показал увеличение усилия на маховике в 4 раза, тогда как российский блок сохранил нормативные показатели благодаря специальной конструкции сальникового узла», — сообщается в отчете испытательного центра одного из нефтедобывающих управлений.
Соответствие государственным стандартам (ГОСТ) является обязательным условием допуска оборудования к эксплуатации на опасных производственных объектах (ОПО). Блок дросселирования 130-35 сертифицирован согласно требованиям Технического регламента Таможенного союза «О безопасности машин и оборудования» (ТР ТС 010/2011) и «О безопасности оборудования, работающего под избыточным давлением» (ТР ТС 032/2013). Паспорт изделия содержит полную информацию о материалах, результатах гидравлических испытаний и разрешительной документации, что упрощает процедуру приемки надзорными органами (Ростехнадзор).
Сценарии эксплуатации и практические рекомендации по выбору
Где именно применяется блок дросселирования 130-35? Сфера его использования чрезвычайно широка. В нефтегазовой отрасли он незаменим на установках подготовки нефти (УПН), где требуется точное поддержание давления в сепараторах. В системах поддержания пластового давления (ППД) эти блоки регулируют закачку воды в скважины. В теплоэнергетике они используются для регулирования подачи пара в турбины и сброса излишков давления в атмосферу (БУР). Химическая промышленность применяет их для дозирования реагентов в реакторы под высоким давлением.
При выборе конкретной модификации необходимо руководствоваться четким алгоритмом, чтобы избежать переплаты или, наоборот, недостаточной производительности:
- Анализ рабочей среды: Определите химический состав жидкости или газа. Для сероводородосодержащих сред обязательно требование к материалу корпуса и внутренним деталям (исполнение Н2 по ГОСТ 15150). Наличие механических примесей может потребовать установки фильтров перед блоком или выбора конструкции с увеличенным зазором.
- Расчет пропускной способности (Kv): Не ориентируйтесь только на диаметр трубы. Рассчитайте необходимый коэффициент расхода исходя из максимального и минимального перепада давления. Ошибка в расчетах приведет к тому, что блок будет работать либо в полностью открытом, либо в полностью закрытом положении, теряя функцию регулирования.
- Выбор характеристики потока: Для систем с постоянным перепадом давления подойдет линейная характеристика. Если же перепад давления сильно меняется в процессе работы, необходима равнопроцентная (логарифмическая) характеристика, которой обладают современные версии 130-35.
- Тип присоединения: Фланцевое соединение является наиболее распространенным для диаметров серии 130, обеспечивая надежность и возможность быстрого демонтажа. Проверьте соответствие типа фланца (исполнение 1, 2, 3 по ГОСТ 33259) проектным спецификациям вашего трубопровода.
| Критерий выбора | Рекомендация для стабильных систем | Рекомендация для систем с переменным режимом |
|---|---|---|
| Характеристика потока | Линейная | Равнопроцентная (логарифмическая) |
| Материал уплотнения | Фторопласт (до 200°C) | Графит (для высоких температур и цикличности) |
| Тип привода | Ручной (маховик) | Электропривод с позиционером |
| Запас по давлению | 10-15% | 20-25% (учет гидроударов) |
Практический опыт эксплуатации показывает, что экономия на этапе выбора часто оборачивается многократными затратами на ремонт и простой производства. Например, установка блока без системы обогрева на газопроводе в северном регионе может привести к остановке всей линии на несколько суток для размораживания или замены арматуры. Убытки от такого простоя многократно превышают разницу в цене между базовой и утепленной версией.
Обслуживание и долговечность: мифы и реальность
Существует устойчивое мнение, что дроссельные блоки являются «расходным материалом» и требуют частой замены. Это заблуждение порождено опытом использования некачественной арматуры прошлых лет. Современный блок дросселирования 130-35 при правильном монтаже и соблюдении регламента обслуживания способен работать без капитального ремонта более 10 лет. Ключевым фактором долговечности является качество монтажа.
Частой ошибкой монтажников является перекос фланцев при затяжке болтов. Даже незначительный перекос создает неравномерное напряжение в корпусе, что при подаче давления приводит к деформации седла и нарушению герметичности. Монтаж должен производиться строго по технологии, с использованием динамометрических ключей и контролем соосности трубопровода. Также критически важно проведение продувки трубопровода перед установкой блока: попадание окалины, сварочных брызг или песка в проточную часть мгновенно выводит из строя уплотнительные поверхности.
Регламент технического обслуживания предусматривает периодическую проверку герметичности сальникового узла и смазку трущихся поверхностей. В современных моделях предусмотрены масленки для ввода смазки без демонтажа блока. При появлении признаков подтекания через сальник достаточно произвести подтяжку сальниковой втулки или добавить уплотнительную набивку, что занимает не более 30 минут. Полная ревизия с заменой внутренних деталей требуется только при выявлении неустранимых утечек через затвор или при критическом износе дросселирующего элемента, что обычно происходит после исчерпания ресурса циклов.
Производители предлагают программы сервисного сопровождения, включающие выезд специалистов для диагностики состояния арматуры с помощью тепловизоров и ультразвуковых детекторов утечек. Такой подход позволяет перейти от ремонтов «по факту отказа» к обслуживанию «по состоянию», что значительно повышает надежность технологического процесса.
Перспективы развития и место в отрасли
Рынок промышленной арматуры России находится в стадии активной трансформации. Фокус смещается с простого замещения импортных брендов на создание продуктов, превосходящих их по адаптивности к местным условиям. Блок дросселирования 130-35 является ярким примером этого тренда. Дальнейшее развитие модели пойдет по пути цифровой интеграции. Уже сегодня тестируются прототипы со встроенными датчиками давления, температуры и вибрации, передающими данные в облачную систему мониторинга в реальном времени.
Это позволит реализовать концепцию предиктивной аналитики: система сама предупредит оператора о приближении к критическим параметрам работы или необходимости обслуживания, предотвращая аварийные ситуации. Кроме того, ведутся работы по созданию «умных» приводов, способных самостоятельно оптимизировать положение заслонки для достижения максимальной энергоэффективности процесса.
Для потребителя это означает, что покупка блока дросселирования сегодня — это инвестиция в инфраструктуру будущего. Выбирая продукцию проверенных отечественных производителей, соответствующую актуальным стандартам 2026 года, предприятия получают не просто железную деталь, а гарант стабильности своих технологических процессов в любых, даже самых суровых условиях.
Часто задаваемые вопросы (FAQ)
Каков реальный срок службы блока дросселирования 130-35 в условиях Крайнего Севера?
При соблюдении регламента обслуживания и использовании исполнения «Арктика» (с морозостойкими материалами и смазками), средний срок службы до капитального ремонта составляет 8–10 лет. Ресурс циклов срабатывания превышает 25 000 операций даже при температурах до -60°C.
Можно ли установить электропривод на блок с ручным управлением позже?
Да, конструкция блока 130-35 предусматривает возможность модернизации. На корпусе имеется стандартизированная площадка для крепления привода (по ISO 5210 или аналогичному ГОСТ). Однако рекомендуется согласовать тип привода с заводом-изготовителем для обеспечения совместимости крутящего момента и хода штока.
Чем отличается исполнение «Н2» от стандартного?
Исполнение «Н2» предназначено для сред, содержащих сероводород. Отличия заключаются в применении специальных марок сталей, прошедших термообработку на стойкость к сульфидному коррозионному растрескиванию под напряжением, а также в особых требованиях к твердости металлических деталей.
Где можно найти актуальный паспорт и сертификат на конкретную партию?
Каждый блок поставляется с индивидуальным паспортом, в котором указаны номер партии, результаты конкретных испытаний и дата выпуска. Электронные копии сертификатов соответствия ТР ТС всегда доступны на официальном сайте производителя в разделе «Документация» или могут быть запрошены у официального дилера.
Возможна ли эксплуатация блока на кислороде или других активных газах?
Стандартное исполнение на кислород не рассчитано из-за риска возгорания смазок и материалов уплотнения. Для работы с активными газами требуется специальное обезжиренное исполнение с применением негорючих смазок и уплотнительных материалов (например, на основе меди или специального графита), что должно быть указано в заказе отдельно.
Источники информации и нормативная база
- ГОСТ 9544-2015 «Арматура трубопроводная. Нормы герметичности затворов». Ссылка на документ
- ТР ТС 032/2013 «Технический регламент Таможенного союза о безопасности оборудования, работающего под избыточным давлением». Официальный текст регламента
- Отраслевой отчет «Состояние рынка трубопроводной арматуры РФ 2025-2026», журнал «Вестник машиностроения». Архив публикаций
- Материалы конференции «НефтегазстройПроекТ 2025»: секция «Импортозамещение в запорной арматуре». Тезисы докладов
- Технические бюллетени ведущих заводов-производителей арматуры (обобщенные данные за Q4 2025). Новости отрасли









