В условиях нестабильной геополитической обстановки и переориентации промышленных цепочек в 2026 году, вопрос надежности нефтегазового оборудования вышел на первый план для российских добывающих компаний. Колонные головки арматура перестали быть просто стандартным узлом обвязки устья скважины; сегодня это критически важный элемент безопасности, от которого зависит экология региона и экономическая эффективность всего месторождения. Рынок наполнился предложениями, но далеко не каждое из них соответствует жестким требованиям ГОСТ и реальным условиям эксплуатации в Сибири или на шельфе Арктики. В этом материале мы проведем глубокий анализ актуальных цен, разберем технические нюансы современных моделей и дадим исчерпывающее руководство по выбору оборудования, которое прослужит десятилетия, а не до первого планового ремонта.
«Надежность устьевого оборудования в 2026 году измеряется не только давлением, которое оно держит, но и способностью сохранять герметичность при циклических нагрузках и экстремально низких температурах», — отмечают ведущие инженеры-технологи крупнейших нефтяных холдингов РФ.
Рынок колонных головок в 2026 году: динамика цен и производственные реалии
Прошедший год стал переломным для отрасли производства нефтегазового оборудования. Импортные аналоги, ранее занимавшие значительную долю рынка, практически полностью уступили место отечественным разработкам. Это привело к интересной ситуации: с одной стороны, наблюдается рост цен из-за удорожания логистики сырья и комплектующих, с другой — производители вынуждены инвестировать в собственные НИОКР, что также влияет на конечную стоимость продукта.
Если в начале 2025 года средняя цена на базовую модель колонной головки составляла около 450 тысяч рублей, то по состоянию на апрель 2026 года этот показатель сместился в диапазон 580–650 тысяч рублей за единицу без учета НДС и стоимости монтажа. Для высоконапорных модификаций, рассчитанных на давление 70 МПа и выше, цены стартуют от 1,2 миллиона рублей и могут достигать 2,5 миллионов в зависимости от конфигурации запорной арматуры и материалов уплотнений.
Такой рост обусловлен несколькими факторами. Во-первых, ужесточение требований к металлургическому сырью. Теперь для изготовления корпусов используется сталь особых марок с повышенным содержанием легирующих элементов, обеспечивающих хладостойкость до -60°С. Во-вторых, логистические плечи внутри страны удлинились: основные производственные мощности сместились ближе к ресурсным базам Урала и Сибири, что увеличило транспортные расходы, но сократило время доставки готового изделия заказчику.
Тип оборудования
Рабочее давление (МПа)
Средняя цена (руб.) Q1 2025
Средняя цена (руб.) Q1 2026
Динамика роста
Колонная головка одинарная
35
420 000
540 000
+28.5%
Колонная головка двойная
35/70
680 000
890 000
+30.8%
Тройная система (с фонтанной)
35/70/105
1 100 000
1 450 000
+31.8%
Специальное исполнение (-60°С)
70
1 350 000
1 820 000
+34.8%
Важно отметить, что указанные цены являются средними по рынку для продукции, сертифицированной по актуальным версиям ГОСТ. Демпинг со стороны малоизвестных производителей, предлагающих оборудование на 15–20% дешевле, должен насторожить заказчика. Часто за низкой стоимостью скрывается использование переплавленного металла сомнительного качества или отсутствие полноценной термообработки, что в условиях реального давления может привести к катастрофическим последствиям.
Нормативная база: эволюция ГОСТ и требования безопасности
Основным документом, регламентирующим производство и эксплуатацию устьевого оборудования в России, остается ГОСТ 31316 (серия стандартов, гармонизированная с международными нормами, но имеющая национальные особенности). Однако к 2026 году в стандарт были внесены существенные поправки, учитывающие опыт эксплуатации в новых климатических зонах и при освоении трудноизвлекаемых запасов.
Ключевое изменение коснулось требований к материалам корпусных деталей. Если ранее допускалось использование сталей класса прочности К55 и Л80 для определенных диапазонов давлений, то новые редакции настоятельно рекомендуют переход на стали с более высоким пределом текучести и ударной вязкости при отрицательных температурах. Колонные головки арматура теперь должна проходить обязательные испытания на хладостойкость не выборочно, а в рамках каждой партии выпуска.
Еще одним важным аспектом стало ужесточение контроля за герметичностью резьбовых соединений и уплотнительных поверхностей. Введен новый метод неразрушающего контроля с использованием ультразвуковой дефектоскопии высокого разрешения, который позволяет выявлять микротрещины на ранних стадиях производства. Это напрямую влияет на срок службы оборудования и межремонтный период скважины.
Производители обязаны предоставлять паспорт качества, в котором указаны не только химический состав стали, но и результаты испытаний каждого конкретного экземпляра на гидравлическое давление, превышающее рабочее в 1,5 раза. Отсутствие такого документа или наличие в нем общих фраз вместо конкретных цифр является основанием для отказа в приемке оборудования службой технического заказчика.
«Соответствие ГОСТ в 2026 году — это не просто бумажка для проверяющих органов. Это гарантия того, что при аварийном выбросе давления конструкция корпуса не разрушится хрупко, а деформируется пластично, дав время на срабатывание систем аварийной остановки», — поясняет главный технолог одного из ведущих заводов Уральского региона.
Стоит также упомянуть о новых требованиях к маркировке. Каждое изделие теперь должно иметь лазерную гравировку с уникальным кодом, позволяющим отследить всю историю его производства: от плавки металла до финальных испытаний. Эта мера направлена на борьбу с контрафактной продукцией и повышает прозрачность рынка для потребителей.
Конструктивные особенности и технические характеристики
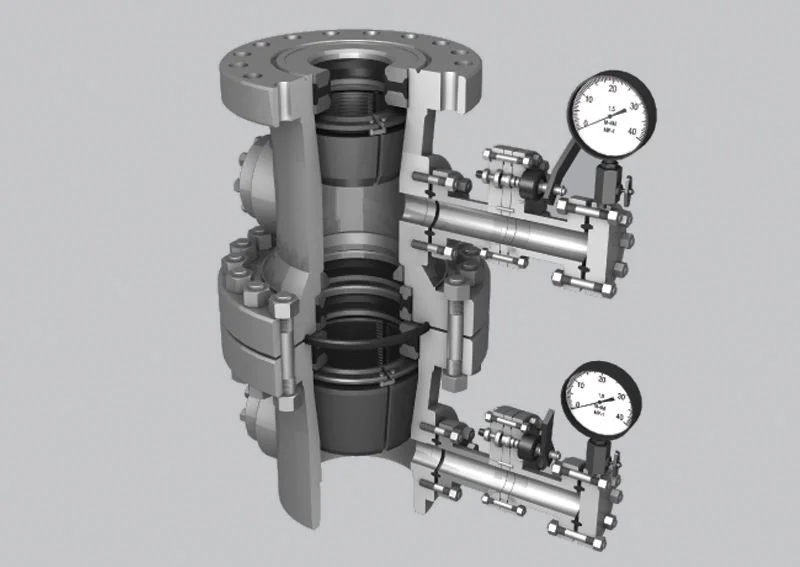
Современная колонная головка арматура представляет собой сложный инженерный узел, состоящий из нескольких основных элементов: корпуса, трубной головки, запорной арматуры (задвижек), переводников и уплотнительных устройств. Конструкция варьируется в зависимости от количества спускаемых колонн труб и ожидаемых нагрузок.
Наиболее распространенными в российской практике являются двойные и тройные колонные головки. Двойная система предназначена для герметизации затрубного пространства между двумя колоннами труб (например, эксплуатационной и технической), а тройная — между тремя. Выбор конфигурации зависит от конструкции скважины и технологии добычи.
Корпуса современных головок изготавливаются методом ковки или литья с последующей механической обработкой. Кованые корпуса обладают лучшей однородностью структуры металла и повышенной стойкостью к динамическим нагрузкам, однако их стоимость выше. Литые корпуса, выполненные по современным технологиям вакуумного литья, также показывают высокие результаты, особенно при использовании специальных сплавов.
Особое внимание уделяется запорной арматуре. Задвижки, устанавливаемые на отводах колонных головок, должны обеспечивать полную герметичность в обоих направлениях потока. В 2026 году наблюдается тренд на использование задвижек с выдвижным шпинделем и мягким уплотнением затвора, что позволяет достичь класса герметичности «А» по ГОСТ 9544. Такие задвижки легче обслуживать и ремонтировать в полевых условиях.
Материал исполнения: Сталь 20, 35, 40Х, 09Г2С, 12Х18Н10Т (в зависимости от рабочей среды и температуры).
Диапазон рабочих температур: от -60°С до +80°С (для стандартного исполнения), до +150°С (для термических методов добычи).
Тип соединения: Фланцевое (по ГОСТ 12815-80), резьбовое, под сварку.
Управление: Ручное (маховик), электропривод, гидропривод (для удаленных и труднодоступных скважин).
Инновацией последних лет стало внедрение модульной системы сборки. Это позволяет оперативно заменять отдельные узлы (например, поврежденную задвижку или уплотнительное кольцо) без демонтажа всей колонной головки. Такая конструктивная особенность значительно сокращает время простоя скважины при проведении ремонтных работ.
Эксплуатация в условиях российского Севера и Арктики
Россия обладает уникальным опытом эксплуатации нефтегазового оборудования в экстремально низких температурах. Для Ямала, Гыдана и арктического шельфа обычные решения неприменимы. Здесь колонные головки арматура работает в условиях, когда металл становится хрупким как стекло, а смазка замерзает, блокируя подвижные части.
Специальные «северные» исполнения оборудования проходят дополнительную обработку. Используются стали с нормированной ударной вязкостью при температуре до -60°С и даже -70°С. Уплотнительные элементы изготавливаются из специальных морозостойких резиновых смесей или полимерных материалов (таких как PEEK), которые сохраняют эластичность и герметичность в широком температурном диапазоне.
Проблема обледенения подвижных частей решается применением обогреваемых кожухов или встроенных электрических нагревателей. Современные модели оснащаются датчиками температуры и системой автоматического поддержания теплового режима, что предотвращает примерзание маховиков и штоков задвижек. Это критически важно для обеспечения возможности оперативного перекрытия скважины в аварийной ситуации.
Логистика и монтаж в таких условиях также имеют свою специфику. Оборудование доставляется в специальной упаковке, защищающей от влаги и механических повреждений при транспортировке вертолетами или вездеходами. Монтаж производится с использованием специализированных инструментов, работающих при низких температурах, и требует высокой квалификации персонала. Ошибки при затяжке болтовых соединений или установке уплотнений зимой могут стоить очень дорого.
«Зима на Ямале не прощает ошибок. Если задвижка примерзла и не закрылась вовремя, последствия могут быть необратимы. Поэтому мы требуем от поставщиков не просто “морозостойкости”, а подтвержденных испытаний каждого узла в климатической камере», — говорит начальник отдела капитального строительства одной из арктических дочерних компаний.
Производители, работающие в этом сегменте, активно сотрудничают с научными институтами для разработки новых материалов и покрытий. Например, нанесение сверхтвердых износостойких покрытий на седла задвижек позволяет увеличить ресурс работы абразивных сред (песчаная продукция скважин) в несколько раз, что особенно актуально для старых месторождений Западной Сибири.
Как выбрать надежного производителя: чек-лист для закупщика
Выбор поставщика колонных головок арматура в 2026 году требует тщательного подхода. Рынок предлагает десятки вариантов, но далеко не все заводы обладают необходимыми компетенциями и производственной базой. Вот ключевые критерии, на которые следует обратить внимание при проведении тендера или прямых переговоров:
Наличие действующего сертификата соответствия ГОСТ. Проверьте не только сам документ, но и область его распространения. Сертификат должен покрывать именно те типоразмеры и давления, которые вам нужны. Обратите внимание на орган сертификации — он должен быть аккредитован в национальной системе.
Собственное металлургическое производство или проверенные партнеры. Завод, который покупает заготовки у неизвестных поставщиков и просто обрабатывает их, несет большие риски. Идеальный вариант — полный цикл производства, включая контроль качества входящего металла.
Лабораторная база. Предприятие обязано иметь собственную аттестованную лабораторию для проведения механических испытаний, химического анализа и неразрушающего контроля. Попросите показать отчеты о последних испытаниях.
Опыт поставки в аналогичные условия. Запросите референс-лист. Если завод никогда не поставлял оборудование на северные месторождения, риск возникновения проблем при эксплуатации возрастает многократно.
Сервисная поддержка и наличие ЗИП. Уточните условия гарантийного обслуживания и возможность быстрой поставки запасных частей. В удаленных регионах время ожидания запчасти может измеряться неделями, поэтому наличие склада ЗИП у производителя или его дилеров в регионе критично.
Также стоит обратить внимание на репутацию завода в профессиональном сообществе. Отзывы инженеров-эксплуатационников, обсуждения на отраслевых форумах (таких как профильные разделы на тематических ресурсах) могут дать больше информации, чем красивые буклеты. Ищите упоминания о реальных проблемах и том, как производитель их решал.
Не лишним будет провести аудит производства перед заключением крупного контракта. Личный визит на завод позволит оценить уровень культуры производства, состояние оборудования и квалификацию персонала. Чистота в цехах, порядок на складах и дисциплина работников — косвенные, но верные признаки качества выпускаемой продукции.
Перспективы развития и технологические тренды
Отрасль производства устьевого оборудования не стоит на месте. Основные векторы развития на ближайшие годы связаны с цифровизацией и повышением автономности систем. Внедрение элементов Индустрии 4.0 позволяет создавать «умные» колонные головки, оснащенные датчиками давления, температуры, вибрации и положения запорных органов.
Такие устройства передают данные в режиме реального времени в диспетчерский центр, позволяя прогнозировать возникновение аварийных ситуаций и планировать профилактические работы. Система может самостоятельно сигнализировать о падении давления в гидрозатворе, износе уплотнений или несанкционированном изменении положения задвижки.
Еще одним трендом является развитие роботизированных систем обслуживания. Для работы в опасных зонах или в условиях экстремального холода разрабатываются манипуляторы, способные выполнять операции по переключению потоков и замене элементов арматуры без участия человека. Это повышает безопасность персонала и снижает влияние человеческого фактора.
Разработка новых композитных материалов для уплотнительных элементов также находится в фокусе внимания исследователей. Материалы, сочетающие высокую прочность, химическую стойкость и эластичность в широком температурном диапазоне, позволят увеличить межремонтный период и снизить количество утечек.
«Будущее за интегрированными системами мониторинга. Колонная головка перестает быть просто “железкой”, она становится источником данных для оптимизации процесса добычи», — считают аналитики рынка нефтегазового оборудования.
Важным направлением остается импортозамещение критических компонентов, таких как высокоточные приводы и специализированные датчики. Российские предприятия активно локализуют производство этих узлов, снижая зависимость от внешних поставок и обеспечивая технологический суверенитет отрасли.
Часто задаваемые вопросы (FAQ)
Какой срок службы у современной колонной головки?
При соблюдении условий эксплуатации и своевременном техническом обслуживании срок службы качественной колонной головки составляет не менее 15–20 лет. Однако отдельные элементы, такие как уплотнения и задвижки, могут требовать замены чаще, в зависимости от агрессивности среды и интенсивности эксплуатации.
Можно ли использовать оборудование, предназначенное для умеренного климата, на Севере?
Категорически не рекомендуется. Стали и уплотнительные материалы для умеренного климата теряют свои свойства при низких температурах, что может привести к хрупкому разрушению корпуса или потере герметичности. Для работы на Севере необходимо использовать исполнения с маркировкой «ХЛ» (хладостойкое) или «Арктическое».
Как часто нужно проводить гидравлические испытания?
Периодичность гидравлических испытаний регламентируется руководством по эксплуатации и нормами промышленной безопасности. Обычно плановые испытания проводятся раз в 3–5 лет, а также после каждого капитального ремонта или замены основных узлов. Внеплановые испытания могут быть назначены при подозрении на неисправность.
В чем разница между ковкой и литьем для корпусов колонок?
Ковка обеспечивает более однородную структуру металла и лучшие механические свойства, особенно при динамических нагрузках и низких температурах. Литье позволяет получать сложные формы и дешевле в производстве, но требует строгого контроля качества для исключения внутренних дефектов. Для ответственных скважин с высоким давлением предпочтительнее кованые корпуса.
Где можно найти актуальный каталог с ценами?
Актуальные каталоги и коммерческие предложения лучше запрашивать напрямую у заводов-производителей или их официальных дилеров. Цены на сайте часто носят справочный характер и могут меняться в зависимости от объема заказа, условий поставки и текущей стоимости металла. Также полезную информацию можно найти на специализированных отраслевых порталах.
Подводя итог, можно сказать, что рынок колонных головок арматура в 2026 году предлагает широкий спектр решений, способных удовлетворить самые высокие требования. Однако ключ к успеху лежит не только в выборе конкретной модели, но и в тщательной проверке производителя, учете всех нюансов эксплуатации и строгом соблюдении регламентов обслуживания. Инвестиции в качественное оборудование окупаются безопасностью, бесперебойностью добычи и сохранением окружающей среды.