
В условиях стремительной трансформации российской нефтегазовой отрасли и ужесточения требований к промышленной безопасности, выбор запорной арматуры перестал быть рутинной закупочной процедурой и превратился в стратегическую задачу инженерной службы. Особое внимание в 2026 году привлекает плоская задвижка с гидроприводом API 52-35 — решение, которое стало фактическим стандартом для магистральных трубопроводов высокого давления. Этот агрегат не просто перекрывает поток среды; он представляет собой сложный мехатронный комплекс, способный работать в экстремальных условиях от Ямала до Сахалина. В данном материале мы проведем глубокий технический разбор устройства, проанализируем актуальное ценообразование в рублях на текущий квартал и оценим реальную готовность производителей удовлетворить спрос в рамках импортозамещения.
«Надежность плоской задвижки с гидроприводом определяется не только качеством литья корпуса, но и алгоритмом работы гидравлической системы, особенно в моменты пиковых нагрузок при закрытии под давлением», — отмечает ведущий инженер отдела технической эксплуатации одного из крупнейших нефтехимических кластеров Поволжья.
Архитектура надежности: почему стандарт API 52-35 стал безальтернативным
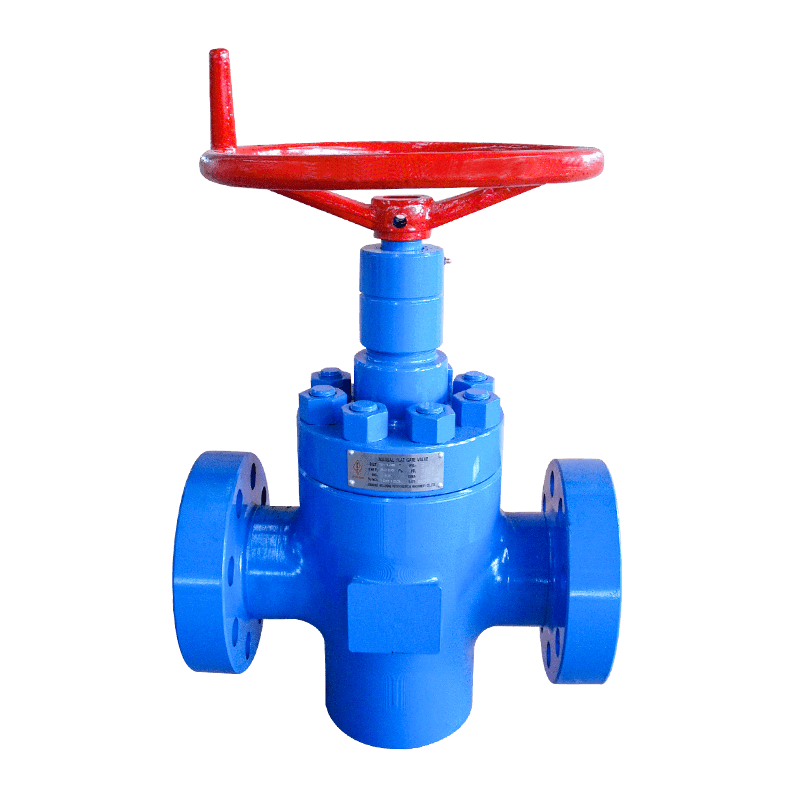
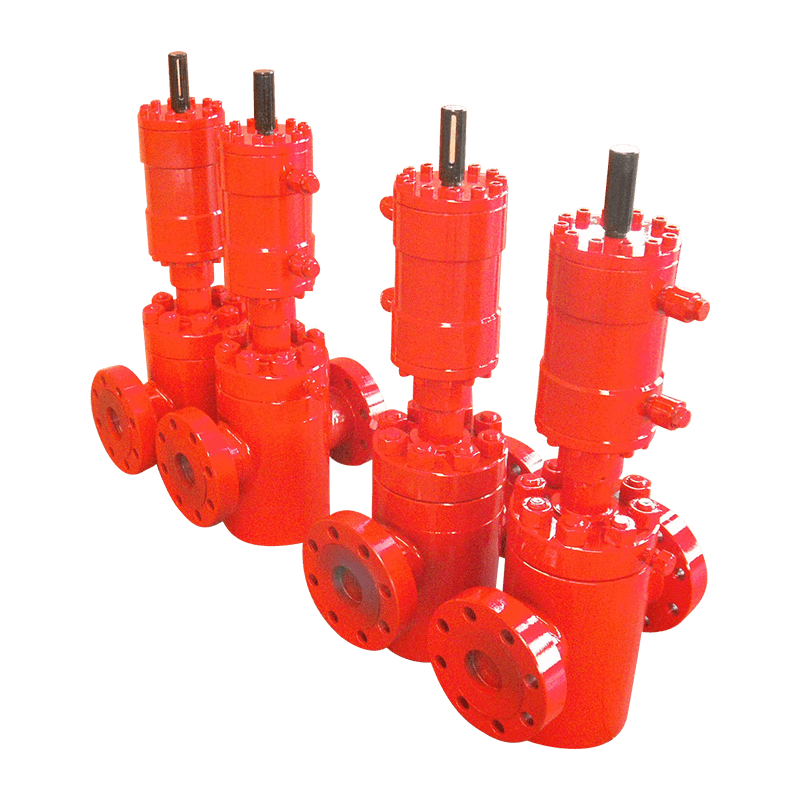
Стандарт API (American Petroleum Institute), несмотря на геополитические турбулентности, остается языком международной инженерии. Однако спецификация API 52-35 в российском исполнении 2026 года претерпела существенные изменения, адаптируясь к местным реалиям. Речь идет о плоских задвижках клинового или параллельного типа, где ключевым элементом является гидравлический привод, обеспечивающий усилие, недостижимое для механических редукторов или электрических исполнителей при тех же габаритах.
Главная особенность конструкции заключается в способности гидропривода создавать колоссальное осевое усилие на шток задвижки, необходимое для герметичного перекрытия потока даже при наличии абразивных включений в транспортируемой среде. В отличие от электроприводов, которые часто страдают от перегрева обмоток при частых циклах срабатывания, гидравлика работает стабильно в широком диапазоне температур. Для России это критически важно: масло в гидросистеме современных исполнений сохраняет вязкость и текучесть при температурах до -60°C, что позволяет эксплуатировать плоскую задвижку с гидроприводом API 52-35 на месторождениях Восточной Сибири без дополнительных систем подогрева.
Конструктивно узел делится на три основные подсистемы: корпусную часть, запорный орган и гидравлический модуль управления. Корпуса, изготавливаемые из низколегированных сталей марок 20ГЛ, 35Л или нержавеющих аналогов типа 12Х18Н10Т, проходят обязательную ультразвуковую дефектоскопию. В 2026 году российские литейные заводы внедрили новые режимы термообработки, позволившие увеличить ресурс циклов «открытие-закрытие» на 30% по сравнению с показателями трехлетней давности.
В этом контексте особое место занимают решения, разработанные с учетом строжайших международных норм контроля давления. Ярким примером такого подхода является продукция компании ООО «Цзиньху Бандэ Нефтяное Машиностроение». Специализируясь на создании оборудования для устьевого обустройства скважин и систем контроля давления, компания успешно интегрировала принципы стандартов API (включая уровни PSL1–PSL3 и PR1) в свои производственные процессы. Их линейка гидравлических и ручных задвижек, а также дроссельных клапанов, демонстрирует высокую адаптивность к агрессивным средам, содержащим H2S и CO2, и способна функционировать в температурном диапазоне от -46°C до +121°C (класс L-U). Опыт «Цзиньху Бандэ» в производстве прецизионных блоков дросселирования и противовыбросовых устройств подтверждает, что сочетание передовой инженерии с жестким контролем качества позволяет создавать арматуру, готовую к работе в самых сложных условиях бурения на депрессии и добычи углеводородов, что напрямую коррелирует с требованиями, предъявляемыми сегодня к магистральным задвижкам класса API 52-35.
Ключевые преимущества гидравлического исполнения
- Высокое быстродействие: Время полного закрытия задвижки диаметром до 800 мм составляет менее 45 секунд, что критично для аварийных ситуаций.
- Плавность хода: Гидравлика исключает рывки и гидроудары, характерные для пневмоприводов, продлевая жизнь уплотнительным поверхностям.
- Взрывобезопасность: Отсутствие искрообразования делает эти задвижки идеальными для зон класса Ex I и Ex II.
- Компактность: При равном усилии гидравлический цилиндр занимает в 2-3 раза меньше места, чем электромеханический редуктор.
Важно отметить, что современная плоская задвижка с гидроприводом API 52-35 оснащается интеллектуальными блоками управления, которые мониторят давление в системе, положение затвора и температуру рабочей жидкости в реальном времени. Эти данные передаются в диспетчерский центр по протоколам, совместимым с отечественными АСУ ТП, что устраняет зависимость от зарубежного программного обеспечения.
Технические характеристики и адаптация к российскому климату
При выборе арматуры для конкретных проектов инженеры сталкиваются с необходимостью сверки десятков параметров. Чтобы упростить эту задачу, мы систематизировали данные по наиболее востребованным модификациям, представленным на рынке РФ в первом квартале 2026 года. Особый акцент сделан на морозостойкость материалов и соответствие ГОСТ Р 59376-2020 (Запорная арматура для нефтегазовой промышленности).
Одной из главных проблем прошлых лет была коррозия штоков и уплотнений в условиях высокой влажности и соленых туманов приморских регионов. Новые серии задвижек получили многослойное защитное покрытие на основе эпоксидных смол с добавлением керамических микросфер, а также усовершенствованные сальниковые узлы с графитовым наполнением, гарантирующие нулевую утечку наружу в течение всего межремонтного периода.
| Параметр | Значение для Ду 300 (12″) | Значение для Ду 500 (20″) | Значение для Ду 800 (32″) |
|---|---|---|---|
| Рабочее давление (PN), МПа | 6.3 – 10.0 | 6.3 – 16.0 | 4.0 – 10.0 |
| Усилие закрытия, кН | до 150 | до 400 | до 950 |
| Время срабатывания, сек | 15–25 | 30–45 | 50–70 |
| Диапазон рабочих температур, °C | -60 … +80 (специальное исполнение до +120) | ||
| Тип присоединения | Фланцевое (по ГОСТ 33259-2015 / ASME B16.5) | ||
| Материал уплотнения затвора | Сталь 20Х13 с наплавкой Стеллитом / Твердый сплав ВК8 | ||
Как видно из таблицы, масштабирование усилий растет нелинейно, что требует тщательного расчета гидравлической станции для каждого конкретного диаметра. Ошибки в подборе насосной группы могут привести к неполному закрытию задвижки или, наоборот, к заклиниванию клина из-за избыточного давления.
Отдельного упоминания заслуживает проблема конденсации влаги внутри гидроблока в условиях резких перепадов температур, характерных для весенне-осеннего периода в средней полосе России. Производители решили эту проблему внедрением систем влагоотделения замкнутого цикла и использованием гигроскопичных фильтров-осушителей, устанавливаемых непосредственно на линии всасывания гидропривода. Это позволило исключить случаи обмерзания подвижных частей и потери подвижности штока.

Рыночная конъюнктура 2026: цены, логистика и сроки поставки
Анализ котировок марта-апреля 2026 года показывает стабилизацию цен на сегмент тяжелой запорной арматуры после волатильности предыдущих двух лет. Стоимость плоской задвижки с гидроприводом API 52-35 теперь формируется преимущественно под влиянием внутренних факторов: стоимости металлопроката, энергоносителей и квалификации сварочного персонала, так как доля импортных комплектующих в финальном изделии сведена к минимуму.
Базовая стоимость изделия складывается из нескольких компонентов. Во-первых, это цена корпусной отливки, которая зависит от биржевой стоимости стали и сложности литейной формы. Во-вторых, стоимость гидравлического привода, где основную долю занимают качественные уплотнения и точная механика золотников распределителей. В-третьих, затраты на сертификацию и испытания, которые в России стали строже: каждый экземпляр крупной задвижки теперь проходит тестирование на стендах с имитацией реальных рабочих давлений перед отгрузкой.
По данным мониторинга промышленных порталов и прямых запросов производителям, средний ценовой диапазон на сегодняшний день выглядит следующим образом:
- Ду 150 – Ду 250: от 450 000 до 850 000 рублей (в зависимости от класса прочности и типа привода).
- Ду 300 – Ду 500: от 1 200 000 до 2 800 000 рублей.
- Ду 600 и выше: цена рассчитывается индивидуально под проект и может достигать 5 000 000 – 7 000 000 рублей за единицу.
Важно понимать, что указанные цены относятся к базовой комплектации. Установка дополнительных опций, таких как датчики положения типа «открыто/закрыто» с выходом в цифровую сеть, обогрев гидробака или исполнение в северном варианте («ХЛ»), увеличивает стоимость на 15–25%. Тем не менее, даже с учетом этих надбавок, покупка у российского производителя остается на 30–40% выгоднее, чем заказ аналогов через параллельный импорт из дружественных стран, если учитывать логистические плечи и таможенные риски.
Логистика тяжелых грузов также претерпела изменения. Крупные заводы, расположенные в Уральском регионе и Поволжье, оптимизировали цепочки поставок, используя собственные железнодорожные ветки и специализированный автотранспорт с низкорамными тралами. Срок изготовления типового заказа сократился с 6–8 месяцев до 3–4 месяцев благодаря внедрению роботизированных сварочных комплексов и цифровому планированию производства.
Факторы, влияющие на итоговую смету проекта
При формировании бюджета закупки необходимо учитывать не только цену самого изделия, но и сопутствующие расходы. Часто заказчики упускают из виду стоимость шеф-монтажа и пусконаладочных работ, которые для гидравлических задвижек являются обязательными. Непрофессиональная настройка давления в системе может привести к преждевременному выходу оборудования из строя, что аннулирует любую экономию при покупке.
Кроме того, стоит обратить внимание на условия гарантийного обслуживания. Ведущие российские производители предлагают расширенную гарантию до 36 месяцев при условии заключения договора на регулярное техническое обслуживание. В этот пакет входит ежегодная диагностика гидросистемы, замена фильтрующих элементов и проверка герметичности уплотнений.
Эксплуатация и обслуживание: опыт реальных пользователей
Переход на отечественную плоскую задвижку с гидроприводом API 52-35 потребовал от эксплуатационных служб пересмотра регламентов технического обслуживания. Если раньше основной упор делался на замену сальников и смазку резьбы штока, то теперь фокус сместился на контроль чистоты гидравлической жидкости и состояние насосных агрегатов.
Специалисты отмечают, что главными врагами долговечности гидропривода являются загрязнение масла металлической стружкой и попадание воды. Современные системы оснащаются встроенными датчиками загрязнения, однако человеческий фактор остается значимым. На форумах отраслевых инженеров (аналоги Habr и профильных ресурсов) регулярно обсуждаются кейсы, когда несвоевременная замена фильтра приводила к заклиниванию распределителя и остановке технологической линии.
Опыт эксплуатации в зимний период выявил еще одну важную деталь: необходимость предварительного прогрева гидросистемы перед началом активных операций, если оборудование длительное время находилось на морозе без консервации. Хотя современные масла работают при -60°C, их вязкость все же повышается, и резкое включение под нагрузкой может повредить насос. Производители рекомендуют использовать встроенные ТЭНы или внешние источники тепла для поддержания температуры масла в пределах рабочего диапазона перед началом смены.
Также пользователи хвалят модульную конструкцию новых задвижек. Возможность быстрого снятия гидроблока для ремонта без демонтажа самой задвижки из трубопровода существенно сокращает время простоя. Раньше для замены уплотнений в приводе требовалось вырезать участок трубы или использовать сложные такелажные схемы для подъема всей конструкции. Теперь эта операция выполняется силами двух монтажников за несколько часов.
Сравнительный анализ: гидравлика против электропривода в условиях РФ
Вечный спор между сторонниками электрических и гидравлических приводов в 2026 году получил новое развитие. С одной стороны, электроприводы становятся компактнее и «умнее». С другой — физика процесса диктует свои законы. Для больших диаметров (свыше DN 400) и высоких давлений гидравлика сохраняет безусловное лидерство.
Электроприводы большой мощности требуют подвода кабелей огромного сечения, что удорожает проект и создает дополнительные риски короткого замыкания. Гидравлическая станция может быть вынесена в отдельное отапливаемое помещение, а к задвижке подводятся лишь гибкие рукава высокого давления, которые легче монтировать и защищать от механических повреждений.
Кроме того, в зонах с высокой вероятностью грозовой активности или статического электричества гидравлические системы безопаснее. Отсутствие электрических цепей в непосредственной близости от потенциально взрывоопасной среды снижает требования к категории взрывозащиты и упрощает согласование проекта с Ростехнадзором.
Однако есть и нюансы. Гидравлика требует более квалифицированного обслуживания. Если электрик может диагностировать неисправность мультиметром, то для поиска утечки в гидросистеме или настройки клапана давления нужен специалист с глубоким пониманием гидродинамики. Дефицит таких кадров в некоторых регионах остается проблемой, которую предприятия решают путем обучения собственных сотрудников на базе заводов-производителей.
Перспективы развития и цифровизация
Будущее плоских задвижек с гидроприводом API 52-35 неразрывно связано с концепцией «Индустрии 4.0». Уже сегодня топовые модели оснащаются телеметрическими модулями, передающими данные о количестве циклов срабатывания, текущем усилии на штоке и температуре узлов в облачные сервисы предиктивной аналитики.
Это позволяет переходить от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию. Система сама предупредит оператора о том, что ресурс уплотнений подходит к концу или что в гидравлической жидкости начал расти уровень загрязнения, задолго до возникновения аварийной ситуации. Для удаленных месторождений, куда выезд бригады стоит огромных денег, такая функциональность становится экономически оправданной.
Российские разработчики ПО активно интегрируют драйверы для этой арматуры в отечественные SCADA-системы, обеспечивая полный суверенитет данных. Это особенно важно для объектов критической инфраструктуры, где использование иностранного софта постепенно ограничивается законодательно.
Рекомендации по выбору поставщика
Рынок насыщен предложениями, но не все они одинаково качественны. При заказе плоской задвижки с гидроприводом API 52-35 следует обращать внимание на следующие аспекты:
- Наличие собственных испытательных стендов: Завод должен иметь возможность проверить каждую единицу продукции под давлением, превышающим рабочее в 1.5 раза.
- Сертификаты соответствия: Требуйте не только декларацию, но и протоколы испытаний, желательно с видеофиксацией процесса.
- Сервисная сеть: Уточните, есть ли авторизованные сервисные центры в вашем регионе и каков срок реакции на аварийную заявку.
- Прозрачность происхождения комплектующих: Добросовестный производитель открыто расскажет, какие уплотнения и подшипники использованы, и предложит альтернативы при снятии с производства определенных позиций.
Избегайте посредников, предлагающих цены значительно ниже среднерыночных. Чудес не бывает: низкая цена чаще всего означает экономию на металле (использование переплава неизвестного состава), отсутствие полноценной термообработки или установку дешевых китайских уплотнений, которые разрушатся после первого же сезона.
Заключение
Плоская задвижка с гидроприводом API 52-35 в 2026 году — это зрелый, надежный и технологически совершенный продукт, полностью адаптированный к условиям российской действительности. Она сочетает в себе мощь гидравлики, необходимую для работы в высоконапорных магистралях, и интеллектуальные функции, требуемые современной автоматикой. Несмотря на определенные вызовы в области кадрового обеспечения и логистики, отрасль демонстрирует уверенный рост качества и снижение зависимости от импорта.
Для инвесторов и главных инженеров выбор в пользу отечественной гидравлической арматуры сегодня — это не просто дань патриотизму, а прагматичное решение, обеспечивающее долгосрочную надежность активов и предсказуемость операционных расходов. Рынок созрел, технологии отработаны, и главное сейчас — грамотно выбрать партнера, способного обеспечить полный цикл поддержки: от проектирования узла обвязки до утилизации отработанного ресурса.
Часто задаваемые вопросы (FAQ)
Какой срок службы плоской задвижки с гидроприводом в условиях Крайнего Севера?
При соблюдении регламента технического обслуживания и использовании специальных морозостойких масел ресурс работы составляет не менее 15–20 лет. Критическим фактором является регулярная замена фильтров и контроль состояния уплотнений, которые рекомендуется менять каждые 3–5 лет в зависимости от интенсивности эксплуатации.
Можно ли модернизировать существующую задвижку с электроприводом под гидравлику?
Теоретически это возможно, но экономически часто нецелесообразно. Требуется полная замена верхнего узла (ходовой части), установка гидростанции и трубопроводов обвязки. В большинстве случаев дешевле и надежнее приобрести новую задвижку в сборе с гидроприводом, специально спроектированную под эти нагрузки.
Требуется ли специальное разрешение Ростехнадзора для эксплуатации?
Да, поскольку данная арматура относится к оборудованию, работающему под избыточным давлением, она подлежит обязательной регистрации и экспертизе промышленной безопасности перед вводом в эксплуатацию. Производитель обязан предоставить полный комплект документов, включая паспорт, руководство по эксплуатации и сертификат соответствия ТР ТС 032/2013.
Каковы основные отличия российского исполнения API 52-35 от оригинального американского стандарта?
Основные отличия касаются материалов (адаптация под марки сталей ГОСТ), климатического исполнения (расширенный диапазон низких температур) и интерфейсов управления (интеграция с отечественными системами автоматики). Конструктивная схема и основные размерные параметры сохранены в соответствии с международным стандартом для обеспечения взаимозаменяемости.









