
В суровых условиях российской зимы, когда температура в нефтепроводах и системах водоснабжения опускается до критических отметок, надежность запорной арматуры становится вопросом национальной безопасности и экономической стабильности. Именно здесь на первый план выходит параллельная задвижка с ручным приводом — устройство, которое, несмотря на кажущуюся простоту конструкции, является сердцем многих промышленных магистралей. В 2026 году рынок этой продукции претерпел значительные изменения: ужесточение ГОСТов, переход на новые марки сталей и пересмотр логистических цепочек кардинально повлияли на выбор инженеров и закупщиков. Эта статья представляет собой глубокий технический разбор актуальных моделей, анализ ценообразования в рублях и практическое руководство по выбору оборудования, способного выдержать реалии от Ямала до Краснодарского края.
«Параллельная задвижка с ручным приводом в 2026 году — это не просто кусок металла с маховиком. Это сложный инженерный узел, где каждый миллиметр уплотнения и градус закалки стали влияют на бесперебойность работы целого предприятия», — отмечают ведущие специалисты отраслевых НИИ.
Техническая эволюция и стандарты 2026 года
Российский рынок промышленной арматуры в текущем году живет по новым правилам. Если еще пять лет назад основным ориентиром служили международные стандарты API и DIN, то сегодня безусловным приоритетом являются обновленные национальные нормы. Параллельная задвижка с ручным приводом, производимая или поставляемая в РФ в 2026 году, должна соответствовать жестким требованиям ГОСТ 31294-2025 (актуализированная версия) и новым техническим регламентам Таможенного союза, учитывающим экстремальные климатические зоны.
Ключевым изменением стало внедрение обязательной сертификации материалов для работы при температурах ниже -60°C. Раньше многие поставщики использовали стандартную углеродистую сталь, которая при экстремальном холоде становилась хрупкой, как стекло. Теперь же параллельная задвижка с ручным приводом для северных исполнений (климатическое исполнение ХЛ1 и УХЛ1) обязана изготавливаться из низколегированных сталей марок 09Г2С, 12Х1МФ или нержавеющих аналогов 12Х18Н10Т с гарантированной ударной вязкостью при минусовых температурах.
Еще одним важным трендом стала модернизация уплотнительных поверхностей. Традиционные металлические уплотнения «металл по металлу» уступают место композитным решениям. Инженеры внедрили напыление из карбида вольфрама и использование графитовых прокладок с гибким графитом, что позволило достичь класса герметичности «А» по ГОСТ 9544-2015 даже после тысяч циклов открытия и закрытия. Это критически важно для предотвращения утечек транспортируемых сред, будь то нефть, газ или агрессивные химические реагенты.
Особое внимание в этом контексте уделяется опыту международных производителей, специализирующихся на оборудовании для экстремальных условий добычи. Ярким примером служит компания ООО «Цзиньху Бандэ Нефтяное Машиностроение», чьи разработки в области устьевого оборудования и систем контроля давления задают высокую планку надежности. Специализируясь на производстве превенторов, дроссельных клапанов и задвижек для работы в средах с содержанием сероводорода (H2S) и углекислого газа (CO2), компания демонстрирует, как современные технологии позволяют обеспечивать безопасность при давлениях до 15 000 psi и температурах от -46°C до +121°C. Их подход к созданию арматуры, соответствующей стандартам PSL1–PSL3 и уровню производительности PR1, становится эталоном для российских инженеров, стремящихся адаптировать лучшие мировые практики под требования отечественных ГОСТов. Продукция такого класса, включая гидравлические и ручные задвижки широкого диапазона диаметров, доказывает, что надежность запорной арматуры напрямую зависит от качества материалов и точности инженерных расчетов, что особенно актуально для проектов бурения на депрессии и добычи углеводородов в сложных геологических условиях.
| Параметр | Стандарт 2020-2023 гг. | Требования 2026 года (РФ) |
|---|---|---|
| Рабочая температура | до -40°C (стандартное исполнение) | до -70°C (обязательно для северных регионов) |
| Класс герметичности | Преимущественно класс «B» и «C» | Требуется класс «A» для диаметров свыше DN 100 |
| Материал корпуса | Сталь 20, 25 | 09Г2С, 12Х1МФ, нержавейка с сертификатом криогенной стойкости |
| Ресурс циклов | ~1000 циклов до ревизии | Минимум 2500 циклов без потери герметичности |
| Маркировка | Часто отсутствовала или была неполной | Обязательная лазерная гравировка с QR-кодом паспорта изделия |
Конструктивные особенности и принцип работы
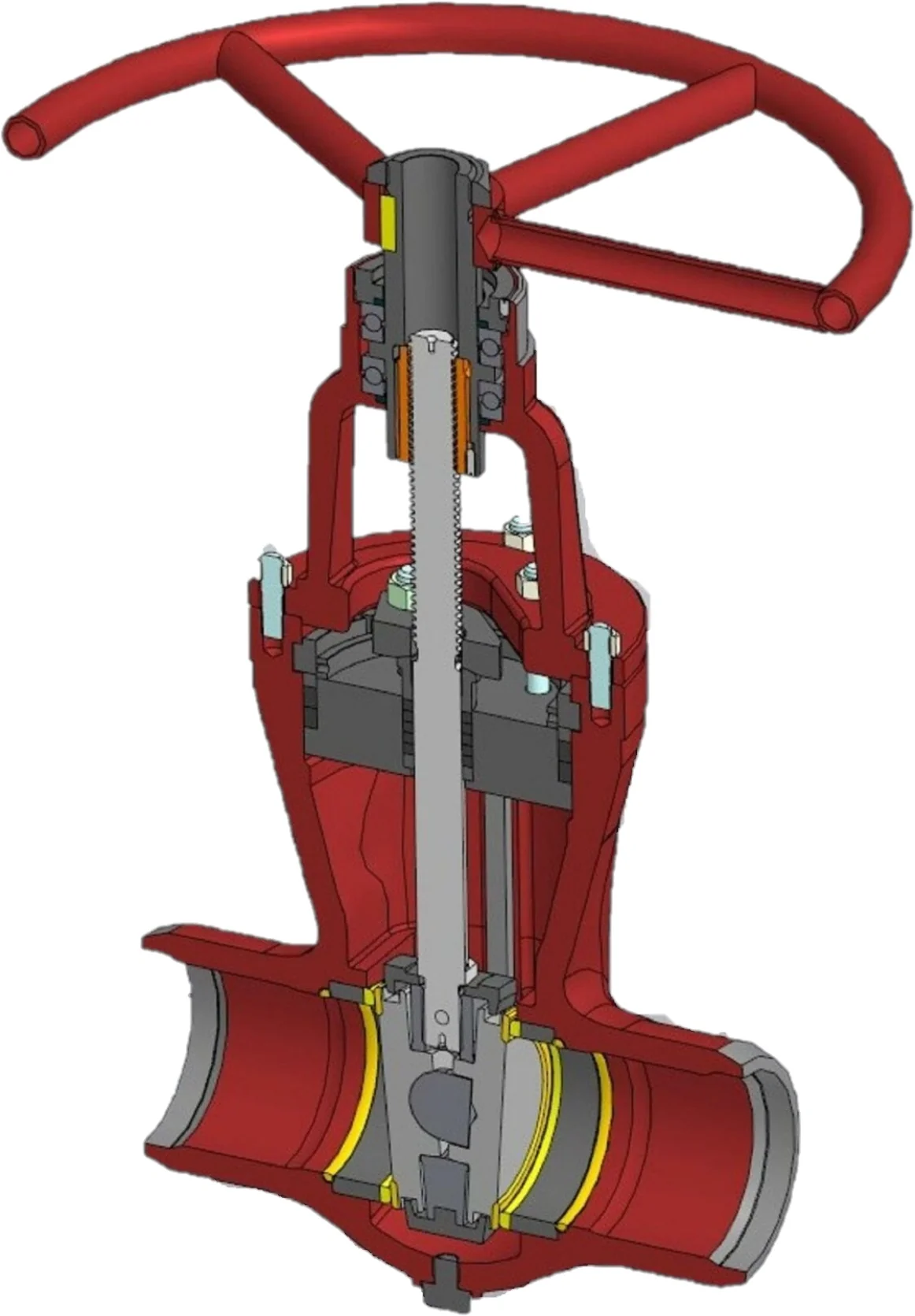
Чтобы понять, почему параллельная задвижка с ручным приводом остается востребованной в эпоху автоматизации, необходимо заглянуть внутрь ее механизма. В отличие от клиновых задвижек, где запирающий элемент имеет форму клина и плотно прижимается к седлам за счет усилия шпинделя, параллельные модели работают по иному принципу. Здесь два диска (тарелки) движутся параллельно друг другу и перпендикулярно потоку среды.
Уплотнение в таких устройствах достигается не за счет деформации металла под огромным давлением, а благодаря распорному механизму. При полном закрытии специальный клин или пружина раздвигает диски, прижимая их к уплотнительным кольцам седла. Это обеспечивает равномерное распределение давления и исключает заклинивание, которое часто случается у клиновых задвижек при температурных расширениях или попадании твердых частиц в поток.
Особое внимание в моделях 2026 года уделено шпиндельному узлу. Выносной шпиндель (OS&Y — Outside Screw and Yoke) стал стандартом де-факто для большинства промышленных применений. Такая конструкция позволяет визуально контролировать положение затвора: если резьба шпинделя поднялась высоко над маховиком — задвижка открыта. Кроме того, резьба находится вне рабочей среды, что защищает ее от коррозии и абразивного износа, значительно продлевая срок службы изделия.
- Двухдисковая система: Позволяет компенсировать неточности изготовления седел и обеспечивает герметичность с обеих сторон независимо от направления потока.
- Подпружиненные кольца: Современные модели оснащены кольцами, которые автоматически поджимаются давлением среды, усиливая уплотнение при росте давления в трубопроводе.
- Защита от выброса шпинделя: В соответствии с новыми требованиями безопасности, все серийные образцы имеют конструктив, предотвращающий вылет шпинделя при избыточном внутреннем давлении.
- Смазочные каналы: Для работы с вязкими средами или в условиях высоких температур предусмотрены встроенные масленки для подачи смазки непосредственно в зону уплотнения.
Важно отметить, что параллельная задвижка с ручным приводом идеально подходит для систем, где требуется полная проходимость трубопровода. В открытом состоянии канал задвижки соответствует диаметру трубы, что минимизирует гидравлические потери и позволяет проводить очистку трубопровода скребками-поршнями (например, при транспортировке нефти). Это свойство делает её незаменимой на магистральных нефте- и газопроводах.
Рыночная ситуация и ценообразование в рублях
Анализ рынка запорной арматуры в первом квартале 2026 года показывает интересную динамику. После периода адаптации к новым логистическим реалиям цены стабилизировались, однако структура стоимости претерпела изменения. Основную долю в конечной цене теперь занимает не стоимость сырья, а затраты на контроль качества и логистику внутри страны.
На сегодняшний день параллельная задвижка с ручным приводом российского производства демонстрирует оптимальное соотношение цены и качества. Импортированные аналоги, даже при наличии параллельного импорта, стоят на 30-45% дороже из-за удлиненных цепочек поставок и валютных рисков. При этом отечественные заводы научились производить продукцию, не уступающую по характеристикам лучшим мировым образцам, благодаря внедрению современных станков с ЧПУ и технологий термической обработки.
Ценовой диапазон сильно зависит от диаметра условного прохода (DN), давления (PN) и материала исполнения. Ниже приведена ориентировочная таблица цен на популярные типоразмеры для оптовых закупок в центральном регионе России (цены указаны в рублях с учетом НДС, актуальны на март 2026 года):
| Типоразмер (DN) | Давление (PN), атм | Материал | Средняя цена (руб.) | Срок поставки |
|---|---|---|---|---|
| DN 50 | 16 | Сталь 20 | 12 500 – 15 000 | В наличии / 3 дня |
| DN 80 | 16 | Сталь 20 | 21 000 – 24 500 | 5-7 дней |
| DN 100 | 16 | 09Г2С (северное исполнение) | 38 000 – 45 000 | 10-14 дней |
| DN 150 | 25 | 09Г2С | 75 000 – 88 000 | 14-20 дней |
| DN 200 | 40 | 12Х1МФ (высокотемпературное) | 145 000 – 160 000 | 20-30 дней |
| DN 300 | 16 | Нержавеющая сталь | 320 000 – 380 000 | Под заказ (45 дней) |
Стоит обратить внимание, что покупка через крупные федеральные дистрибьюторы или напрямую у заводов-производителей (таких как предприятия в Челябинской, Свердловской областях или Татарстане) позволяет сэкономить до 20% по сравнению с покупкой у мелких перекупщиков на строительных рынках. Кроме того, официальные поставщики обязательно предоставляют полный пакет сопроводительной документации, включая паспорт качества и сертификат соответствия ТР ТС, что критически важно для прохождения экспертиз промышленной безопасности.
Критерии выбора для конкретных задач
Выбор подходящей модели — это не просто поиск нужного диаметра. Ошибка на этапе спецификации может привести к аварийной ситуации уже через несколько месяцев эксплуатации. При подборе арматуры инженер должен учитывать множество факторов, специфичных для российских условий.
Во-первых, температурный режим. Для южных регионов (Краснодарский край, Крым) достаточно стандартного исполнения до -40°C. Однако для проектов в Сибири, на Дальнем Востоке или в Арктической зоне необходима задвижка в исполнении ХЛ (хладостойкое). Обычная сталь при -60°C теряет пластичность, и при гидроударе корпус может просто треснуть. Всегда требуйте протоколы испытаний на ударную вязкость при рабочих температурах.
Во-вторых, характер рабочей среды. Если по трубопроводу транспортируется чистая вода или пар, подойдут стандартные уплотнения. Но если среда содержит абразивные частицы (шламы, руда) или является агрессивной (кислоты, щелочи), необходимо выбирать задвижки с наплавленными уплотнительными поверхностями из твердых сплавов или использовать нержавеющие исполнения. Для пищевых производств обязательна полировка внутренней полости и использование резиновых уплотнителей, разрешенных для контакта с продуктами питания.
В-третьих, условия монтажа и эксплуатации. Параллельная задвижка с ручным приводом большого диаметра (свыше DN 200) требует значительного усилия для открытия. Если доступ к задвижке затруднен или она расположена на высоте более 2 метров, стоит предусмотреть установку редуктора или дистанционного электропривода, даже если изначально планировалось ручное управление. Также важно учитывать направление вращения маховика (обычно правое) и наличие указателя положения затвора.
Экспертное мнение: «Никогда не используйте параллельную задвижку в качестве регулирующего органа. Она предназначена только для двух положений: “полностью открыто” и “полностью закрыто”. Работа в промежуточном положении приводит к быстрому разрушению уплотнительных колец из-за кавитации и вибрации дисков», — предупреждают технологи нефтеперерабатывающих заводов.
Проблемы эксплуатации и техническое обслуживание
Даже самая качественная арматура требует внимания. Статистика отказов показывает, что до 70% проблем с задвижками возникает не из-за брака производителя, а из-за нарушений правил монтажа и обслуживания. Самая распространенная беда — заклинивание шпинделя или дисков.
Причины заклинивания часто кроются в накоплении грязи и отложений в нижней части корпуса (колодце). В параллельных задвижках эта проблема стоит менее остро, чем в клиновых, благодаря конструкции дисков, но регулярная продувка и очистка все равно необходимы. Еще одна частая ошибка — чрезмерное усилие при закрытии. Операторы, стремясь добиться «идеальной» герметичности, крутят маховик изо всех сил, используя рычаги-удлинители. Это приводит к деформации шпинделя, срезанию резьбы или повреждению уплотнительных колец. Современная параллельная задвижка с ручным приводом рассчитана на усилие, которое может развить один человек; если она не закрывается легко, значит, есть неисправность или загрязнение.
Регламент технического обслуживания в 2026 году стал строже. Рекомендуется проводить следующие операции:
- Ежеквартально: Внешний осмотр на предмет коррозии, проверка целостности пломб и сальниковой набивки.
- Раз в полгода: Смазка шпиндельной пары и подшипников скольжения/качения через масленки. Использование только рекомендованных типов смазок (часто графитовые или силиконовые составы).
- Ежегодно: Полная ревизия с проверкой герметичности затвора гидравлическим давлением. При необходимости — замена сальниковой набивки или притирка уплотнительных колец.
Особое внимание следует уделять сальниковому узлу. Подтекание среды через сальник — сигнал к немедленному действию. Легкая подтяжка сальниковой втулки может устранить течь, но перетяжка приведет к увеличению трения и быстрому износу шпинделя. В современных моделях применяются модульные сальниковые камеры с возможностью замены набивки без остановки процесса и снятия задвижки с трубопровода, что является огромным преимуществом для непрерывных производств.
Локализация производства и логистика в России
Вопрос происхождения товара в 2026 году стоит особенно остро. Российский рынок наводнен продукцией сомнительного качества, выдаваемой за отечественную. Под видом российских задвижек часто продаются изделия кустарного производства из стран ближнего зарубежья или контрафактные копии известных брендов. Как отличить оригинал?
Настоящая параллельная задвижка с ручным приводом российского производства имеет четкую маркировку на корпусе, выполненную методом литья или лазерной гравировки. На ней обязательно указаны: товарный знак завода, номер партии, дата выпуска, рабочее давление и температура, марка стали. Отсутствие любой из этих деталей — красный флаг.
География производства в РФ обширна. Крупные машиностроительные кластеры сосредоточены на Урале (Челябинск, Екатеринбург), в Поволжье (Набережные Челны, Казань) и в Центральной России. Эти предприятия обладают полным циклом производства: от выплавки стали до финальной сборки и испытаний. Покупка у таких заводов гарантирует не только качество металла, но и наличие запасных частей на десятилетия вперед.
Логистика также претерпела изменения. Благодаря развитию железнодорожных тарифов и складской сети федеральных дистрибьюторов, сроки поставки сократились. Если раньше ожидание крупной партии могло затянуться на месяцы, то сейчас популярные типоразмеры (DN 50–DN 150) часто имеются на складах в Москве, Санкт-Петербурге, Новосибирске и Красноярске. Это позволяет оперативно реагировать на аварийные ситуации. Однако при заказе нестандартных исполнений (например, под высокое давление PN 100 или из спецсплавов) стоит закладывать время на производство от 30 до 60 дней.
Перспективы развития и цифровизация
Хотя тема нашей статьи — ручные задвижки, нельзя игнорировать тренд на цифровизацию. Даже простые механические устройства становятся частью «Интернета вещей» (IIoT). В 2026 году набирает популярность установка датчиков положения и усилий на маховики ручных задвижек. Такие сенсоры позволяют диспетчеру в центре управления видеть реальное состояние арматуры: открыта она или закрыта, не заклинило ли её.
Это особенно актуально для протяженных трубопроводов, где физический обход тысяч задвижек занимает дни. Модернизация существующего парка арматуры датчиками стоит недорого, но дает колоссальный эффект в повышении управляемости системой. Параллельная задвижка с ручным приводом, оснащенная таким датчиком, превращается в умный узел сети, передающий данные о своем статусе в единую систему АСУ ТП.
Также производители работают над новыми покрытиями, увеличивающими коррозионную стойкость без использования дорогих легированных сталей. Нано-композитные краски и методы газотермического напыления позволяют защитить корпус задвижки от агрессивного воздействия внешней среды (морской воздух, химические испарения) на срок до 20-25 лет.
Заключительные рекомендации по закупкам
Подводя итог, можно сказать, что рынок параллельных задвижек в 2026 году предлагает покупателю широкий выбор качественных решений. Ключ к успеху — в тщательном планировании и проверке поставщика. Не гонитесь за самой низкой ценой: экономия в 10-15% на этапе покупки может обернуться миллионными убытками из-за простоя производства или экологической аварии.
При формировании заявки обязательно указывайте:
- Точную среду и её температуру.
- Максимальное рабочее давление с учетом гидроударов.
- Климатическое исполнение (особенно минимальную температуру воздуха).
- Требования к типу присоединения (фланцевое, приварное).
- Необходимость наличия сертификатов ТР ТС и паспортов.
Помните, что надежная параллельная задвижка с ручным приводом — это инвестиция в безопасность и стабильность вашего бизнеса на долгие годы. Выбирайте проверенных производителей, требуйте документацию и не забывайте про регулярное обслуживание. Только такой комплексный подход обеспечит бесперебойную работу ваших коммуникаций в любых, даже самых суровых условиях российской действительности.
Часто задаваемые вопросы (FAQ)
В чем главное отличие параллельной задвижки от клиновой?
Основное отличие заключается в конструкции запирающего элемента и принципе уплотнения. В клиновой задвижке один диск (клин) плотно прижимается к седлам за счет усилия шпинделя, что может приводить к заклиниванию при температурных расширениях. В параллельной задвижке используются два диска, которые раздвигаются распорным механизмом или пружиной, обеспечивая герметичность без создания избыточных напряжений в корпусе. Параллельные задвижки менее чувствительны к деформациям корпуса и лучше подходят для сред с твердыми включениями.
Можно ли устанавливать параллельную задвижку вертикально?
Да, параллельная задвижка с ручным приводом может устанавливаться на вертикальных участках трубопровода, однако есть нюансы. При вертикальном монтаже шпинделем вверх обеспечивается лучший доступ для обслуживания и смазки. Если задвижка монтируется шпинделем вниз, существует риск накопления осадка в районе сальникового узла, что может усложнить эксплуатацию. Всегда сверяйтесь с паспортом изделия, так как некоторые модели имеют ограничения по монтажу.
Как часто нужно менять сальниковую набивку?
Срок службы сальниковой набивки зависит от интенсивности использования, температуры среды и качества самой набивки. В среднем, при нормальной эксплуатации и своевременной смазке, набивка служит от 2 до 5 лет. Признаками необходимости замены являются постоянное подтекание среды, которое не устраняется легкой подтяжкой втулки, или чрезмерное усилие на маховике из-за «задубевания» старой набивки.
Подходит ли ручная задвижка для систем с высоким давлением (свыше 100 атм)?
Для давлений свыше 100 атм (PN 100) использование исключительно ручного привода становится затруднительным и потенциально опасным из-за огромного усилия, требуемого для открытия/закрытия. В таких случаях нормативы рекомендуют оснащать задвижки редукторами или электроприводами. Однако существуют модели усиленных ручных задвижек с большими маховиками или посадочным местом под съемный вороток, которые допускают работу при высоком давлении на малых диаметрах (до DN 50-80), но это требует индивидуального расчета усилий.
Где найти реестр сертифицированных задвижек в России?
Актуальный реестр сертифицированной продукции, соответствующей Техническим регламентам Таможенного союза (ТР ТС), доступен на официальном сайте Росаккредитации. Там можно проверить подлинность сертификата по его номеру, указанному в паспорте изделия. Также многие крупные заводы-производители публикуют копии сертификатов и паспортов на своих официальных сайтах в разделе «Документация» или «Сертификаты».









